- Offices Time:24 Hours Online
- Email:[email protected]
- WhatsApp:+8618339938759
-
 Have Any Questions? Contact Us
Have Any Questions? Contact Us
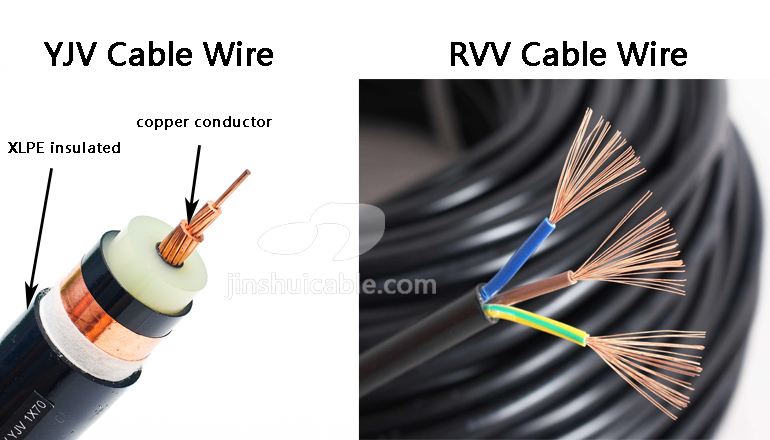
How to choose RVV and YJV wires and cables?
All wires and cables start from conductor processing, and then add insulation, shielding, cabling, sheathing, etc. layer by layer on the periphery of the conductor to make wire and cable products. In its production process, there are many strict procedures. The more complex the product structure, the more superimposed layers and more procedures. So what are the production processes of wire and cable? Let’s chat together!
- Copper and aluminum wire drawing
Copper and aluminum materials commonly used in wires and cables are stretched by wire drawing machine at room temperature to make them pass through the wire holes of the mold, and finally the cross-section of the wire core is reduced, the length is increased, and the strength is also improved. Wire drawing is the first production process of each wire and cable company, and the main process parameter of wire drawing is the mold matching technology.
- Monofilament annealing process
When the copper and aluminum monofilaments are heated to a certain temperature, the toughness of the monofilaments is improved and the strength of the monofilaments is reduced by crystallization, so that it meets the comprehensive requirements of electric wires and cables for conductive cores. The main purpose of the annealing process is to prevent the oxidation of the copper wire.
- Stranding of conductors
In order to improve the flexibility of wires and cables and facilitate laying and installation, the conductive core is usually made of multiple monofilaments twisted. From the stranding form of the conductive core, it can be divided into two stranding methods: regular stranding and irregular stranding. Irregular stranding methods are further divided into beam stranding, concentric multiple stranding, special stranding, etc. In order to reduce the occupied area of the wires and reduce the geometric size of the cable, the compact form is adopted while the conductor is stranded, so that the ordinary circle becomes a semicircle, fan shape, tile shape and compact circle. This type of conductor is mainly used in power cables.
- insulation extrusion
Plastic wires and cables mainly adopt the extrusion method of extruding a solid insulating layer. The main technical requirements for plastic insulation extrusion are as follows:
(1) Eccentricity: The deviation value of the thickness of the extruded insulation is an important indicator reflecting the extrusion process level. Most of the product structure size and its deviation value are clearly stipulated in the standard.
(2) Smoothness: The surface of the extruded insulating layer is required to be smooth, and there must be no poor quality problems such as surface roughness, burnt, and impurities.
(3) Density: The cross-section of the extruded insulating layer should be tight and firm, without pinholes visible to the naked eye, and to prevent the existence of air bubbles.
- made into cable
For multi-core cables, in order to ensure the degree of formability and reduce the shape of the cables, it is generally necessary to twist them into a circular shape. The principle of stranding is similar to that of conductor stranding. Due to the large pitch diameter of stranding, most of them adopt the non-back twisting method. Technical requirements for cabling: one is to prevent twisting and bending of the cable caused by the overturning of special-shaped insulated cores; the other is to prevent the insulation layer from being scratched.
Most cables are completed with two other processes when they are made into cables: one is the filling process to ensure the roundness and stability of the cable after cable formation. The other is binding to ensure that the cable core is not loose.
In order to protect the insulated wire core from being scratched by the armor, it is necessary to properly protect the insulation layer. The inner sheath is divided into: extruded inner sheath and wrapped inner sheath. The wrapping cushion replaces the binding tape and the cable-forming process is carried out simultaneously.
- Armor layer production
The cables laid underground may bear a certain degree of positive pressure during work, and the inner steel tape armored structure can be selected. Cables are laid in places where there are both positive pressure and tension effects, such as water, vertical shafts or soil with a large drop. When facing such an environment, the structural type with inner steel wire armor should be selected.
- outer sheath
The outer sheath is the structural part that protects the insulation layer of the wire and cable from environmental factors. The main function of the outer sheath is to improve the mechanical strength of the wire and cable, chemical corrosion resistance, moisture resistance, water immersion, and prevent the cable from burning. According to the different requirements of the cable, the plastic sheath is directly extruded by the extruder.
In the process of producing wire and cable, wire and cable manufacturers need to strictly control the various production processes to ensure product quality, produce safe and secure products, and provide customers with safe and reliable services.
Post categories
Most Popular Posts
-
The 136th Canton Fair welcomes you to participate!
October 12, 2024
-
High temperature cable introduction
July 26, 2024
-
Kenya Power and Energy Exhibition 2024
June 11, 2024
-
Introduction of rubber sheathed cable
June 5, 2024